
「このばねはへたっている。」「このばねはへたりが大きいばねだ。」
へたりとは、ばねの高さあるいは長さがばねの使用前から変化していることです。特に稀な場合、ばねの破壊や倒れ・歪みなどを表現することもあります。
人間の場合、へたりといえばマラソン競技で 5キロや 10キロは平気だが、3 0キロや40キロになるとエネルギーが消費し、ついにはへたばって歩くのがやっとになります。
へたりをなくすにはどうしたら良いでしょうか?
まずはばねに働く応力を低く設定します。すなわち、あるばねを使用して 7 日目で変形してしまった場合、現在の使用応力よりも応力を低く設定します。
◎応力を低く設定するには
◆ 現在使用のばねの線径を太くする
◆ 現在使用のばねの線材を強いもの、引っ張り強さの大きい線材にする。
Ex.SUS材からSWP材に変更する
◆ ばね成形後、低温焼鈍を行う。
ある力をばねに繰返し加えてばねのへたりを測定してみると、始めの1000回位の間にへたりは発生し、その後の繰返しでは回数を増やしても変化しません。また加える力が大きいほどへたり量は大きいものです。
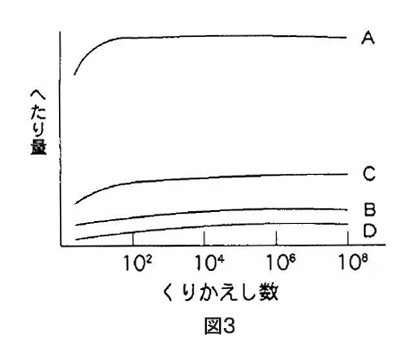 図 3 はへたり量と繰返し回数の例で、A~Dの線はへたり量の増加例です。なお下の繰り返し回数は 102、104、106、という具合に 108まで増えています。
図 3 はへたり量と繰返し回数の例で、A~Dの線はへたり量の増加例です。なお下の繰り返し回数は 102、104、106、という具合に 108まで増えています。
B線は 350℃の低温焼鈍を行ったもので、A線は低温焼鈍を行わなかったものです。B線は加工歪みが減少し、それに見合うだけへたりが少なくなっています。
このBのばねにショットピーニングを行ったものがCのばねで、ショットピーニングも一つの冷間加工であるためへたり量がやや増加しています。
一般にBまたはCの状態で製品になっていて、普通の場合へたり量はわずかなので心配いりません。
しかし非常に特殊な場合ですが、わずかのへたりも問題になることがあります。
この時ばねはショットピーニング後に約 200℃前後でもう一度低温焼鈍をしておくと良いです。ばねDはこのような処置を行ったばねで、へたり量が非常に少なくなっています。
一般にばねのへたりは非常に少ないものです。しかし、へたりをよく調べると図 1 のA~Dのように色々変化があり、場合によってはばねにとって致命傷となる場合があります。
こんな時は、わが社のばねはここまでのへたりは許せるがこれ以上はだめであるというようにばね会社に連絡してください。
今日はこれまで。
