
アキュレイト技術担当の阿部でございます。
前講でばねの疲れ強さについて述べてきましたが、今回はその疲れ強さに影響を及ぼす要因の一つ、ばね表面のきずについて話したいと思います。
(社)日本ばね工業会は線ばねの加工きずの影響委員会を作り、この問題に取り組んできました。
また、その下部組織には“ばね技術研究会”なるものがあり、ばね工業会の技術的問題が発生した場合には組織をあげて急遽応援するようにしています。
この線ばねの加工きずが疲れ強さに及ぼす影響というのは、約 20 名の委員を集めて約 5年間かけ研究を行ってきています。
発表が1985年ですから1980年からになるでしょうか。
その主な結果は次のとおりです。
(1) きずの種類と試料の分類
まず、線ばねを圧縮ばね、引張・ねじりばねとワイヤーフォーミングに分けてさらに加工別に分けます。すなわち、コイリング・研磨・内外面取り・ショットピーニング・セッチング・マテハン等です。
これらのばねに加工きずをあえて付けます。例えば人工的にワイヤーガイドに超硬合金の肉盛りをして、素線にきずを発生させます。きずを再現させるだけでも大変な工夫と労力がついやされています。
そして、これら加工きずを再現したばねで疲れ試験を行いました。
(2) ばねきずの深さときずの性状
そして、きずの深さと形状が疲れ限度に与える影響について調べました。
主な結論は次のとおりです。
(a)圧縮コイルばねの座巻端末部(末端切り口)と一巻目コイルとの当たりによる加工きず図18は、疲れ寿命にそれほど顕著な影響は及ぼさない。
(b)コイルの外周側や内周側の加工きず図18で、ショットピーニングのないものは、きずの深さのレベルが線径の約3%程度になると、疲れ強さはきずのないものに比べて約 50%低下する。ショットピーニングを施すと同レベルのきずの深さでも低下率は 10~30%にとどまる。
(c)内周側のきずの疲れ強さに対する感受性は外周側より顕著である。
(d)引張ばねのフック部内周側の加工きず図19は、きずの深さ(d)に対するきず幅(w)の比(w/d)が小さい場合は疲れ強さの低下が著しい。また、フック立ち上り部の加工きず図19は今回の実験では著しい差は認められなかった。

図20の写真は試験片の例で、上記の(a)巻き端部切り口付近の加工きずの影響を試験する為に、あえて付けられたきずの拡大写真と、触針法により測定記録したきずの表面形状です。
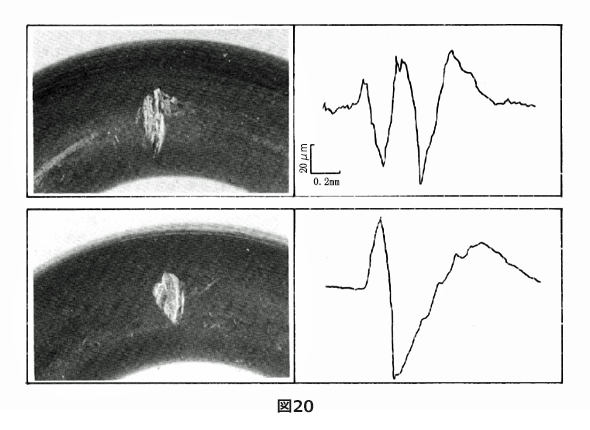 写真(上) きずの深さ 0.052 ㎜、きずの幅 1.5 ㎜
写真(上) きずの深さ 0.052 ㎜、きずの幅 1.5 ㎜
写真(下) きずの深さ 0.062 ㎜、きずの幅 1.2 ㎜
今回のこの研究においては、この様にきずを再現した試験片となるばねを製作、選定するところから始まりました。
容易でなかったことは想像できます。更に長期にわたる疲労試験と経過観察。
研究に取組まれた方々に感謝してこの講を終えます。
*参考文献 ばね論文集(30号) 1985 共同研究 “線ばねの加工きずが疲れ強さに及ぼす影響”
